Egy gépalkatrész méretezésénél egynél nagyobb biztonsági tényezőt veszünk figyelembe, így azt a benyomást kelthetjük, hogy a terhelésre hatására létrejövő szilárdság nagyobb mint a szükséges. Ez azonban nem igaz. Még ha pontosan ismertek is a megfigyelt gépalkatrész várható terhelései, valamint az anyag tulajdonságai, amelyből az alkatrész készült, akkor sem tudnának pontosan 1-es biztonsági tényezőt felvenni, mert az elemek sérülése és az anyag tulajdonságai is tartalmaznak egy bizonyos fokú bizonytalanságot.
Ezt egy lift példáján mutatjuk be. A lift maximális terhelhetőségét a megengedett maximális utaslétszám alapján határozzák meg, és a kivitelező ezt az utasok számának és az átlagos tömegnek a szorzataként számítja ki. Ismeretes, hogy az utasok súlya változó. Ha sok embert mérünk, akkor a p(G) gyakoriságot 5 kg-os súlyhatárral húzhatjuk meg, pl.: 51-55, 56-60, 61-65, 66-70, 71-75, 76 -80, 81-85, 86-90), az ábra szerint.
Ez a hisztogram az emberek súlyeloszlását ábrázolja egy bizonyos környezetben, azaz egy csoportban (például egy osztály az iskolában, a teljes műszak vagy az iskola összes tanulója). Ha egy nagyváros (például Belgrád) teljes lakosságát vesszük, vagy Szerbia egészét úgy, hogy az osztályok közötti különbség nem 5 kg, mint az előző ábrán, hanem mondjuk 100 g, akkor folyamatos terheléseloszlást kapnánk, azaz terheléseloszlási valószínűségi görbe.
Ismeretes, hogy ennek az eloszlási görbének az a tulajdonsága, hogy az általa egy abszcisszával lezárt terület egyenlő eggyel, mivel az összes személyi osztályhoz tartozó súlyok összege (ahogyan osztályoztuk) megegyezik a teljes tömeggel.
A számításhoz meghatározott személy súlyának átlagértéke: ahol:
G-az i-edik személy súlya,
n-az összes ember száma.
A statisztikákból ismert, hogy annak valószínűsége, hogy egy személy súlya (az fenti ábra eloszlási görbéje alapján) a G1 és G2 súlyok közötti intervallumban lesz, az integrál határozza meg:
Például, ha a súlyok között G1 = 60 kg és G2 = 70 kg, az intervallum értéke 0,3, ami azt jelenti, hogy a teljes mintában szereplő személyek 30%-a 60-70 kg között van. Egyes eloszlástípusokhoz vannak táblázatok az intervallum értékének meghatározásához.
Ugyanígy járnak el a felvonó hajtómű alkatrészeinek anyagának tulajdonságaival is. Az anyag bizonyos mechanikai jellemzőinek értékei, mint például: szakítószilárdság, folyáshatár, dinamikus szilárdság, szívósság stb. Valójában ezeknek a mennyiségeknek az átlagértékei, ahogy arra számítani lehet, hogy a hosszú távú terhelések során a minták fele az átlagnál magasabb, a másik fele alacsonyabb értéket mutat. Ezért például egy anyag szakítószilárdsága is rendelkezik egy bizonyos szórással (Sσ szórás), amely általában nem haladja meg az anyag szilárdságának középértékének a 8%-át.
Ha most megrajzoljuk a terheléseloszlás (G) görbéjét és mondjuk egy azonos alakú, de más anyagból készült elem dinamikus állóképességét, és ugyanazon a diagramon ábábrázoljuk. Egytől nagyobb biztonsági tényező esetében σD>G. Az ábrán látható szaggatott vonallal jelölt területen σDi<G jelzi azt a területet, ahol törés várható (a hajtótengely esetében).
Az N=σD/G összefüggés azt a biztonsági tényezőt jelenti, amely tartalmazza az anyag várható terhelésének és dinamikus tartósságának bizonytalansági fokát, tehát ha ez az érték nagyobb, annál kisebb a valószínűsége, hogy a tengely eltörik (azaz a terhelés nagyobb lesz, mint az anyag szilárdsága). Ha ezt a bizonytalansági fokot számokban akarjuk kifejezni, akkor statisztikai módszerek alapján
D =σD-G és SD2 = Sσ2 + SG2
Ha tehát ismertek a terhelés és a dinamikus teherbírás statisztikai értékei, átlagértéke és szórása, akkor a D =σD-G különbség statisztikai értéke is ismert. Ha a σD vagy és a G normális eloszlású, akkor D normális lesz. Az ábrán látható, hogy a törés akkor következik be, ha D<0 (sraffozott terület), tehát a törés valószínűsége:
tehát ha ismertek a Sσ/σ és SG/G relatív szórások, akkor az N biztonsági tényező bizonyos értékéhez kiszámítható a t együttható, majd a standard eloszlás és a törési valószínűség.
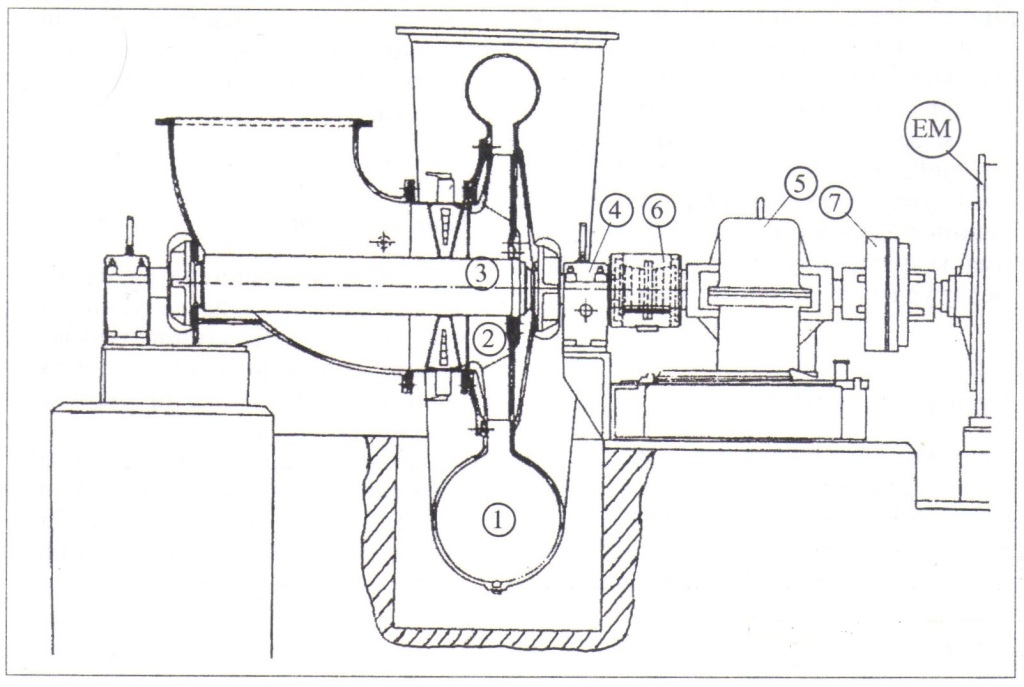
A géprendszer működésének felügyelete Az ábrán látható a kénsavgyártás folyamatában kéngázok szállítására szolgáló fúvóka hosszmetszete. A fúvóka (1) járókereke a siklócsapágyakon (4) felfekvő tengelyre (3) hegesztett csapágylemezre (2) van rögzítve. A hajtást villanymotor valósítja meg egy multiplikátoron (gyorsító hajtás) (5) keresztül; a fúvóka n = 4000 1/perc fordulatszámmal működik, amely tengelykapcsolókkal (6 és 7) kapcsolódik a ventilátorhoz és a villanymotorhoz. A következő megfontolások során rámutatunk a fúvóka forgótömegének egyensúlyában fellépő zavarok okaira, a rendszer működés közbeni megfigyelésére és a fúvóka forgástömegének kiegyensúlyozatlanságának megszüntetésére.
A rendszer állapotának alapvető mutatója a rezgés. A fúvóka rezgésszintjét a forgó tömegek kiegyensúlyozatlanságán túl a csapágyakban fellépő dinamikai jelenségek, majd az aerodinamikai jelenségek, valamint a hajtómotor, a tengelykapcsolók és egyéb külső rezgések átvitele is befolyásolja. Különösen kedvezőtlen, ha a fúvóka egyes említett részein gerjesztett harmonikus rezgések között rezonancia van. A fúvóka üzemi körülmények között megnövekedett rezgésszintjének fő okai a következők: fémek korróziója, lerakódások képződése a fúvóka részein, valamint a csapágyak megváltozása.
Korrózió hatása: A kénes gázok szállítása során különböző koncentrációjú kénsav képződik, amely a fémek korrózióját okozza. A korrózió hatására a fém felületi rétegei korrodálódnak. A korróziós folyamat olyan intenzív lehet, hogy végül teljesen károsíthatja a lapátokat. A ventilátor rotorjának egyes részei azonban eltérően korrodálódnak (súlycsökkenés). Emiatt a forgó tömegek kezdeti egyensúlya megbomlik, és ez a zavar még hangsúlyosabb lesz, ha a korróziós folyamat intenzívebb.
A lerakódások hatása: A szűrés ellenére a gázok ólom-, vas- és egyéb szennyeződéseket tartalmaznak. Emiatt lerakódások képződnek a spirálház és a járókerék közötti térben, majd a járókereket az alaplemezhez rögzítő csavarjain, valamint magán a fúvóka tengelyén. A fúvóka részeinek időszakos állapotellenőrzése során megállapítható, hogy a lerakódások egyenetlenül alakulnak ki, ami többek között a forgórész egyensúlyának megbomlását eredményezi.
A csapágy hatása: A siklócsapágyakról ismert, hogy a zaj- és rezgésszint csökkentésére alkalmasabbak, mint a gördülőcsapágyak. Ezek az előnyök még hangsúlyosabbak, ha a tengely fordulatszáma nagyobb. A csapágyban keltett rezgések fellépését számos tényező befolyásolja, mint például: a csapágy sugárirányú hézaga, a konstrukció pontossága és a persely és csapágypersely felületi minősége, szerelési pontosság és hasonlók. Ha feltételezzük, hogy a csapágyak hidrodinamikai kenési feltételei az újonnan kifejlesztett fúvókánál teljesülnek, akkor várható, hogy ezek a feltételek egy bizonyos üzemidő után megváltoznak. Ugyanis a fúvóka rotorjának egyensúlya jelentős megváltozása miatt jelentősen megnőnek a fúvóka tengelyre ható, a csapágyakra átvitt járulékos dinamikus erők. Ezért bizonyos időszakokban a csapágyperselyre átvitt összerő nagysága nem lesz egyensúlyban a kialakult olajfilm hidrodinamikai nyomásával. Ennek eredményeként a csap oszcillálni kezd, és bizonyos időszakonként az kenőanyag film megszűnik és a csap hozzáér a csapágyperselyhez. Ez a jelenség a csapágypersely fokozott kopását okozza, és többek között befolyásolja a rezgésszint növekedését. Ez a folyamat folytatódik és felerősödik, ha nem avatkoznak be időben, míg a csapágypersely nem kopott teljesen el.
Rezgésszabályozás: Az eddigi megfontolások alapján megállapítható, hogy az üzemi körülmények és az üzemidő hatása a fúvóka rezgésszintjének növekedésére leginkább a forgó tömegek egyensúlyának változásán keresztül nyilvánul meg. Ezen következtetések kísérleti megerősítése érdekében rezgéseket mérünk a fúvóka csapágyán. A mérés vibromotorral történt, amely lehetővé teszi a rezgéselemzést a VDI-2056 ajánlásai szerint. Megállapítható, hogy a domináns rezgés amplitúdója megfelel a rotor fordulatszámának és az értéke 18 μm. Ha figyelembe vesszük, hogy a forgórész esetenkénti kiegyensúlyozása során 6 μm-t meg nem haladó ekvivalens amplitúdónak megfelelő egyensúlyt érünk el, a lerakódás képződés és a korrózió intenzitásától függően a kezdeti kiegyensúlyozatlanság többszörösére nőhet.
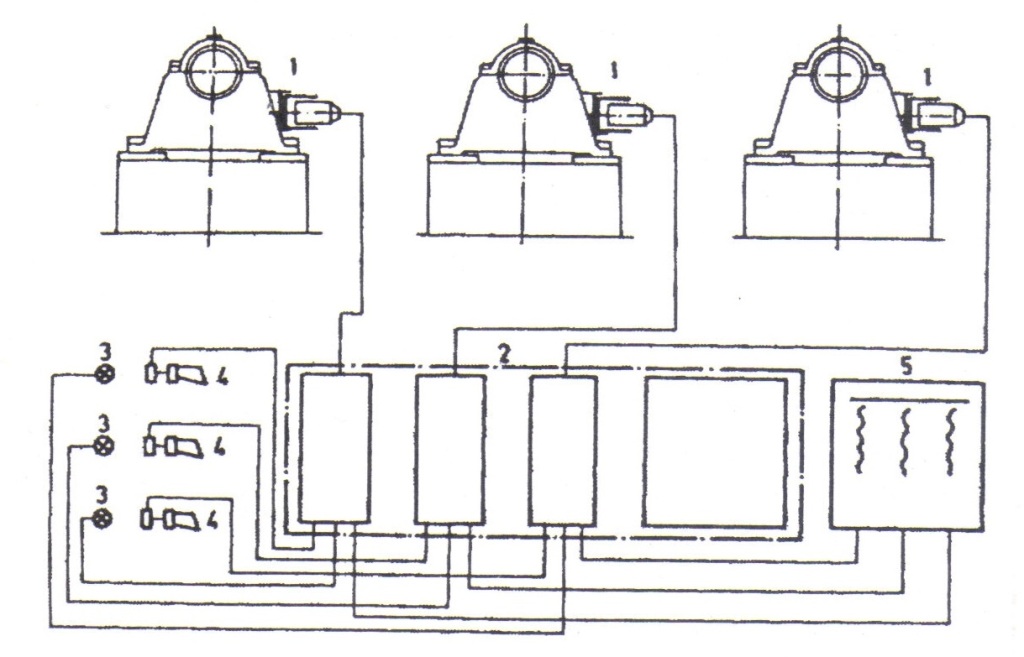
A fentiek alapján megállapítható, hogy a karbantartási szolgáltatás hatékonyságának növelése érdekében szükséges a rezgésszint folyamatos ellenőrzése. A fúvóka üzemállapotának rezgésszinteken keresztüli nyomon követésére, azaz a technológiai sorok nem tervezett késedelmeinek és minden nemkívánatos következménnyel való elkerülésére bevezetik a rezgésszabályozást. A VDI-2056 ajánlások arra szolgálnak, hogy meghatározzák azt a rezgési határértéket, amelynél le kell választani a fúvókát az üzemről, azaz értesíteni kell a karbantartó szolgálatot a beavatkozás szükségességére. Olyan megoldás született, hogy a 20 mm-es rezgésamplitúdó elérésekor bekapcsol a fényjelzést. A 30 μm-es rezgésszint elérését hangjelzéssel jelzi, a hajtást automatikusan leáll. Ekkor egy tartalék ventilátort kell bekapcsolni a hajtásban (ha ez nem történik meg a fényjelzés ideje alatt). Az ábra sematikusan bemutat egy megoldást a fúvókák túl magas rezgésszint elleni védelmére (két fúvóka üzemel és egy tartalék). A rezgésérzékelő (1) mindegyik vezérelt ventilátor házához van rögzítve. A mérőjelet a jeladó a szekrénybe (2) vezeti, amelyben az elektronikus egységek találhatók. Az elektronikus egységhez csatlakoztatva vannak: fényjelző készülékek (3), hangjelző készülékek végálláskapcsolóval (4) és háromcsatornás nyomtató (5). Az elektronikus egység lehetővé teszi azoknak a vezérlőjeleknek a méretét, amelyeknél a fény- és hangjelzés vezérlőkapcsolói bekapcsolnak, azaz a hajtás kikapcsol. A háromcsatornás nyomtató folyamatosan regisztrálja a rezgésszint változásait.
Minden elemi feladathoz találhatunk végrehajtókat a megoldás variánsaiként. Az egyes megoldások egyedi elemzése és az elfogadhatatlan megoldások elutasítása után marad egy halmaz, amelyet alkalmazni lehet. Ha az első függvénynél N1, a másodiknál N2 az utolsónál Nk az elfogadható megoldások száma, a lehetséges megoldási változatok száma összesen: N=N1xN2x…Nk.
Azonban nem minden valtozót szoktak mindegyikkel kombinálni. Ez nem lenne racionális és gyakran megvalósíthatatlan. Egy feladat megoldása több változathoz használható, és előfordulhat, hogy néhányhoz nem. A részfunkciók végrehajtására szolgáló szerelvények vagy egyéb egységek kialakítása után közelítjük meg az általános funkció végrehajtását szolgáló struktúra kialakítását. Az eljárás ugyanaz, mint a részfunkciók végrehajtóinak kialakításánál. A részfunkciók végrehajtóinak halmazai alapján kialakul az általános funkció végrehajtására szolgáló variáns megoldások halmaza. A kialakított megoldások csoportjából ki kell választani az optimálisat, azaz meg kell határozni, hogy a megoldások közül melyik felel meg a legjobban a támasztott követelményeknek, kritériumoknak és korlátoknak.
VDI-2225
A döntéshozatal legmegbízhatóbb módszere a megoldási változat értékelése, amelyet a VDI-2225 javasol. E módszer szerint az értékelési szempontokat két csoportra osztják: műszaki és gazdasági. A kritériumok meghatározásának alapja a projektfeladat meghatározása során összeállított követelménylista, amely a fejlesztés és a használat időszakára vonatkozik. A műszaki kritériumok a következő csoportokba sorolhatók:
a teljesítmény és a hasznosságra való alkalmasság értékelése;
a munkahelyi biztonság és megbízhatóság;
környezetbarát és ergonómikus kialakítás;
a rendszer karbantartása;
a rendszer karbantartási költségeinek szintje stb.
A gazdasági kritériumok elsősorban a használat és a termelés költségeire vonatkoznak. Gazdaságossági szempontból a szabványos és egységesített alkatrészek a legmegfelelőbbek. Ezen alkatrészek és szerelvények nagyobb alkalmazása hozzájárul a teljes gyártási költség csökkentéséhez, miközben biztosítja a kívánt termékminőséget. Ehhez kapcsolódik a projekt megvalósításának gyorsasága. A műszaki szempontok szerinti értékelés az egyes megoldások 0-tól 4 pontig történő értékelésével történik. A legjobb megoldásért a legmagasabb osztályzat 4, a kritériumoknak nem megfelelő megoldásért 0 adható. Minden megoldást az egyes elfogadott kritériumok szerint kell értékelni, és az áttekinthetőség és a könnyebb adatfeldolgozás érdekében táblázatba foglalni kell. Ha minden kritérium azonos jelentőséggel bír a szerkezet működése szempontjából, akkor a megoldás hasznossága:
Pi – az adott megoldás pontszámai az n kritériumok mindegyike szerint, Pmax – a legmagasabb pontszám. Az x>0,8 érték azt jelenti, hogy az elvi megoldás nagyon jó, 0,7 felett azt, hogy jó, és 0,6 alatti nem kielégítő.
Ha az egyes kritériumok nem azonos jelentőséggel bírnak a struktúra működése szempontjából, akkor be kell vezetni a kritériumok prioritását amit a kj együttható vesz figyelembe (j=1,2…n). Azoknál a kritériumoknál, amelyek szignifikanciája nem változtatja meg a kj=1 együtthatót, a megnövelt jelentőségű kritériumok esetében kj>1 és a csökkentett jelentőségű kritériumok esetében kj<1.
A műszaki jellemzők szerinti hasznosság általános értékelése a következő:
A közgazdasági szempontok szerinti értékelés a teljes termelési költség (N) vonatkozásában történik. Az egyes változatok összehasonlításához meg kell határozni a gyártási költségeket, a legkedvezőbb változatot, amely a VDI ajánlása szerint 0,7 Hdop (Hdop-megengedett gyártási költségek a piaci helyzetre való tekintettel). Az i-edik változat megoldásának gazdasági hasznossága így fejezhető ki:
A termelési költségek (n) anyagköltségekből, szerszámokból, gépekből, energiából, közvetlen munkaerőből, általános munkaerőköltségből stb. állnak. Mivel az előállítási költséget nehéz pontosan kiszámítani, általában empirikus adatokat használnak, vagy a gazdasági értékelést a műszakival megegyező módon végzik. Kritériumok lehetnek: alkatrészek száma és összetettsége, szabványos alkatrészek és szerelvények száma, összeszerelés bonyolultsága stb.
Az optimális megoldás értékelése műszaki és gazdasági mutatók alapján történik. Az ábra grafikusan ábrázolja a kritériumokat. Minden koncepcionális megoldáshoz (X1,Y1) … (Xn, Yn) koordinátájú pontok kerülnek megadásra. Az a megoldás, amelynél a pont közelebb van a 45°-os szöget bezáró egyeneshez, egységesebb műszaki és gazdasági jótállású. Jobb az a megoldás, amelynek koordinátái a koordinátarendszer origójától távolabb esnek.
A hasznosság egyik fontos mutatója a számtani átlag W=(X + Y)/2.
A géprendszer koncepcionális kialakítása magában foglalja a szerelvények, alkatrészek és azok elrendezésének meghatározását az adott funkció elérése érdekében. Ennek érdekében alapvető blokkdiagramokat dolgoznak ki, amelyekben az szerelvényeket, alkatrészeket egyszerűsítve mutatják be. A cél az, hogy az ötletet fokozatosan szerkezetté alakítsák. Fontos, hogy egy sor lehetséges megoldást találjunk ki, amelyek közül kiválaszthatjuk az optimálisat. A tudományos alapokon nyugvó megoldások megtalálásának módszereiben több olyan alapelvet felhasználnak, amelyeken egy ötlet kész szerkezetté alakítása alapul. Néhány ezek közül az elvek közül:
természetes megoldások elemzése,
ismert megoldások elemzése,
analógia és hasonlóságelmélet,
az intuíció és
új megoldások keresésének módszerei.
A természetben látható formák és alakok inspirálhatják a tervezőt bizonyos megoldások kidolgozására (kagylók, növények, halak, madarak formája stb.). A biomechanika tudományos alapokon vizsgálja a biológiai és technikai rendszerek kapcsolatát. Az ismert műszaki rendszerek elemzése értékes adatokkal, ismeretekkel szolgálhat, amelyek felhasználhatók a kívánt megoldás megtalálásához. Az ismert megoldások elemzése hozzájárulhat ahhoz, hogy az új megoldás egy- vagy több mutatóban meghaladja a származtatott megoldások szintjét, mint például: gazdaságosság, megbízhatóság, méretek és súly, minőség, dizájn stb. Ezzel az elemzéssel különböző adatok és megoldások érhetők el a régebbi termékgenerációkról, de bizonyos idő elteltével új alapvető megoldásokat kell keresni a tudomány és a technológia fejlődésének megfelelően. Így például az elektronika fejlődése erősen befolyásolja a gépészet fejlődését.
Az elektronika fejlődése és ennek alapján az információs technológia lehetővé tette a numerikus vezérlésű gépek, robotok és rugalmas gyártórendszerek építését. Egyre több elektronikai alkatrészt szerelnek be minden járműbe és gépezetbe. A nyomtatás és a kiadványszerkesztés új elvekre épül, köszönhetően a számítógépes grafikának stb. A hasonlóság elméletének alkalmazásával szerkezeti megoldások sorait (tömbjeit) fejlesztik ki, amelyek teljesítményjellemzői különböző számértékekkel rendelkeznek.
A kis méretű szerkezetek jellemzői tükröződknek a nagyobbakon és fordítva. A teljes geometriai hasonlóság rendszerében a tömb tagjainak minden geometriai mértéke egyenlő arányban változik mindhárom dimenzióban, a részleges geometriai hasonlóság rendszerében pedig ez a méret nem egyenlő mindhárom dimenzióban. A teljes geometriai hasonlóság rendszerét az arányok harmóniája jellemzi, és szinte mindig a gépek alapelemeire alkalmazható, de a gépelemek összeállításaira és a gép egészére nem. A részleges geometriai hasonlóság rendszerét a szerelvényekre és a gépekre alkalmazzuk. Az intuíció a meglévő megoldások bemutatott elemzésével és a velük való analógiával kombinálva lehet az optimális megoldás megtalálásának segítésében. Valódi hatások akkor várhatók, ha az intuíciót a módszeres megoldáskereséssel kombinálják.
A megoldás megvalósításának módszertana olyan eljárások összessége, amelyek lépésről lépésre elérik a megoldást. Célszerű az absztrakt gondolkodással kezdeni, ahol a rendszert a funkciók elvont struktúrái határozzák meg, amelyeknek olyan megoldásokhoz kell vezetniük, amelyeknek nem kell hasonlítaniuk a már meglévőkhöz, legalábbis nem a tervezési folyamat részében. Az absztrakt gondolkodás a szerkezeti struktúra kialakításához vezet anélkül, hogy a megvalósítás konkrét megoldása lenne. Ez nagyobb általánosságot és szélesebb megfigyelést tesz lehetővé. Először meg kell keresni a lehetséges megoldásokat, majd kiválasztani az optimálisat.
A géprendszer kívánt tulajdonságának és a munka feltételeinek kivizsgálása
A szerkezet elemeinek munkakörülményei nagymértékben függnek a géprendszer típusától és a működési környezettől. Így például a termikus géprendszerek alkatrészei magas hőmérsékletnek vannak kitéve, a közúti gépjárművek az út típusától függően épülnek fel (terepjárók), a gépek, géprendszerek működését a környezet (hőmérséklet, páratartalom, korrózió, por stb.) befolyásolja. Termikus gépi rendszerek azok a mechanikai rendszerek, amelyekben az egyik energiafajtának a másikká történő átalakítása termodinamikai folyamattal történik. Ezekben a gépekben egységnyi idő alatt nagy mennyiségű hőenergia kelentkezik. Közülük a legfontosabbak azok a rendszerek, amelyekben az égés során, termodinamikai folyamatok valósulnak meg, amelyekben a kívánt típusú energiát, közvetlenül vagy közvetve egy bizonyos munka végzésére használják.
A belső égésű motorokban az üzemanyag kémiai energiája közvetlenül mechanikai energiává alakul át, míg például a kazánokban a tüzelőanyag energiáját közvetetten, hőcserélőkön keresztül használják fel. Dugattyús motoroknál az égés a hengerekben történik, a leginkább hőterhelt elemek a henger, a hengerfej és a dugattyú a gyűrűkkel. A gázturbinákban az égéstér mellett a lapátok, a turbinaház és egyéb alkatrészek is magas hőmérsékletnek vannak kitéve. Hasonló a helyzet a gőzturbinákkal. A közvetett hőenergiát használó termikus rendszerekben a különböző hőcserélők vannak kitéve a legmagasabb hőmérsékletnek, amelyek főként egy sor csőből állnak. A termikus géprendszerek egyes részei nemcsak mechanikai terheléseknek, erőknek és csatlakozásoknak vannak kitéve, hanem különböző termikus és jelentős szerkezeti terheléseknek is. Ezen terhelések által előidézett állapotoknak a kritikusnál értéknél kisebbnek kell lenniük. A mechanikai terheléseket elsősorban a munkaközeg nyomása okozza az elemek falára, például hengerekre, csövekre, égésterekre stb. és feszültségi állapotokat idéznek elő, amelyek alapján meghatározzák az alkatrészek méreteit, konkrétan a csövek, hengerek és égésterek falvastagságát. Ezenkívül a folyadék dinamikai hatása miatt a felületi rétegek gödrösödésnek és kopásnak vannak kitéve. Például, ha a folyadék szilárd részecskéket tartalmaz, mint például a szén elégetése során a kazántartályban, azok mozgási energia hatására megtámadják a felszíni rétegeket, amelyek fokozatos tönkremenetelét vagy kopását okozzák. Még ha a folyadék nem is tartalmaz szilárd részecskéket, nagy áramlási sebességeknél a folyadék dinamikus hatása miatt a fémek eróziós felületi roncsolása következik be (a gáz- és gőzturbinák lapátjain, a szelepülékeken és magukban a csövekben).
Ha a hőterhelés változó, például a fűtési rendszer üzembe helyezése során, vagy ha a hőfolyamat üzem közben változó, akkor minden alkatrész mérete megváltozik, kitágul vagy összehúzódik. Ha szabad tágulásuk és összehúzódásuk szerkezetileg nem megoldott, például a támasztékok helyén, vagy ha a csövek nem rugalmasak, akkor az alkatrészekben többletfeszültségek lépnek fel, amelyek maradandó alakváltozásokat, tönkremenetelt okozhatnak. Jól megtervezett rendszer esetén a hőterhelések legjelentősebb hatása a szerkezet többletterhelésében mutatkozik meg, az anyag mechanikai tulajdonságainak változásában, amely a hőmérséklet emelkedésével csökken.
Az alábbi táblázat tartalmazza az Rm szakítószilárdság, az Rp0,2 folyáshatárt és az időbeli szakítószilárdság értékeit. Amelyet a próbatest 100 000 órán át képes elviselni, valamint a kúszási feszültséget. Ezek a feszültségek a hőmérséklet emelkedésével csökkennek, különösen a 400 °C feletti acél esetében. Ennek eredményeként az üzemi feszültségeknek alacsonyabbnak kell lenniük. 400 °C feletti hőmérséklet esetén a szénacélok helyett a kedvezőbb tulajdonságokkal rendelkező ötvözött acélokat kell használni.
A kúszási határ σt azt a feszültséget jelöli, amelynél a kritikus kúszási méretet (az alkatrészek maradandó képlékeny deformációinak fellépését) elérjük egy bizonyos működési idő után, abban az esetben ha a hőmérséklet és a feszültség egy bizonyos határ felett van. A határhőmérséklet, amely felett a kúszás fellép, acélok esetében 300 és 400 °C között van. Az alacsonyabb értékek a szénre, a magasabbak pedig az ötvözött acélokra vonatkoznak. Az alkatrészek szerkezeti terheléseit a korrózió, valamint az alkatrészek felületén történő lerakódások is befolyásolják.
A korrózió a fémrészek felületi tönkremenetelét jelenti bizonyos folyadékok kémiai vagy elektrokémiai hatása miatt, bizonyos körülmények között. A magas hőmérsékletnek kitett elemek korróziója elsősorban a felületi rétegek oxidációja és más elemek, például a kén és a nátrium kémiai reakciói miatt következnek be.
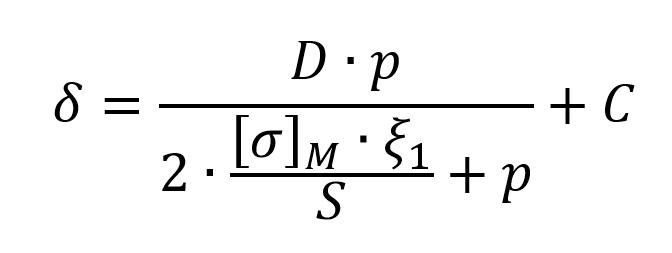
A szerkezeti terhelés speciális fajtája a szilárd részecskék (gázok vagy folyadékok komponensei) lerakódása az alkatrészek felületén. Az anyaglerakódások megváltoztatják az alkatrészek méreteit és alakját, növelik a csövek és edények falvastagságát, és csökkentik a falakon áthaladó hő intenzitását, így megzavarják a hőfolyamatot. A magas hőmérsékletnek kitett alkatrészek számításánál és kivitelezésénél megfogalmazott alapvető követelmények elsősorban arra vonatkoznak, hogy a géprendszernek biztosítania kell, hogy az ezen terhelések okozta üzemi feltételek ne haladják meg a kritikus mértéket. A kritikus állapotok közül a legjelentősebbek azok, amelyekben az alkatrészek tönkre mennek. Ezért a nyomás alatt működő csőfalak és vékonyfalú hengeres edények falvastagságának kiszámításakor a legnagyobb sugárirányú feszültségek alapján határozzuk meg. A szabvány szerint a nyomás alatti edények falvastagságát a következő egyenlet alapján határozzuk meg: ahol:
D (mm)–a cső belső átmérője,
p (N/mm2)–az üzem közben elért legmagasabb folyadéknyomás,
[σ]m–kritikus feszültség az üzemi feltételekhez,
ξ1-a hegesztett varrat típusának és minőségének együtthatója,
S–biztonsági tényező,
C–kiegészítés a cső falvastagságához.
A kritikus feszültség [σ]m függ az üzemi körülményektől, elsősorban a hőmérséklettől. Általában a folyadék legmagasabb üzemi hőmérsékletét alkalmazzák. 400 ºС-ig [σ]m=Rpo2 és magasabb hőmérsékletek esetén 100 000 üzemóra után a kúszási határ mellett a szakítószilárdság a mérvadó a számításhoz. Általában alacsonyabb értéket alkalmazunk. A hegesztett varrat típusának és minőségének együtthatója ξ1= 0,6 … 1. Az első osztályú varratnál ξ1=0,95 … 1, a második osztálynál ξ1= 0,8 … 0,95, a harmadik osztálynál a negyedik osztálynál ξ1= 0,7 … 0,8 és a 0,6 … 0,7. A minőségi osztályokat a szabványok határozzák meg. A biztonsági tényező minimális értékét a szabvány írja elő, az acélból készült alkatrészekre Smin =1,5.
A megengedettnél magasabb biztonsági tényezőt akkor fogadnak el, ha a munkafeltételek a feltételezet értéktől eltérnek. A cső vagy edény falvastagságát megnöveljük C=1 … 3 mm-rel, a várható korrózió, a felületi kopás és a lemezvastagság esetleges eltéréseitől függően.
A magas hőmérsékletnek kitett géprendszerekhez szánt alkatrészek gyártására szakosodott cégek kísérletezéssel és e rendszerek működésének nyomon követésével pontosabb adatokat kapnak a kopás mértékéről, a lerakódások és korrózió képződéséről stb., ami pontosabb és megbízhatóbb számításokat tesz lehetővé.
A környezeti feltételek jelentősen befolyásolják a géprendszer és annak alkatrészeinek tulajdonságait. Tipikus példa erre a gépjárművek. A gépjárművek tervezésénél figyelembe kell venni azokat a feltételeket, amelyek között üzemelni fognak, mint pl.: az úthálózat állapota, üzemi hőmérséklet, szervízlehetőségek stb., valamint az esetleges speciális üzemeltetési feltételek, pl. , mezőgépek vagy katonai járművek.